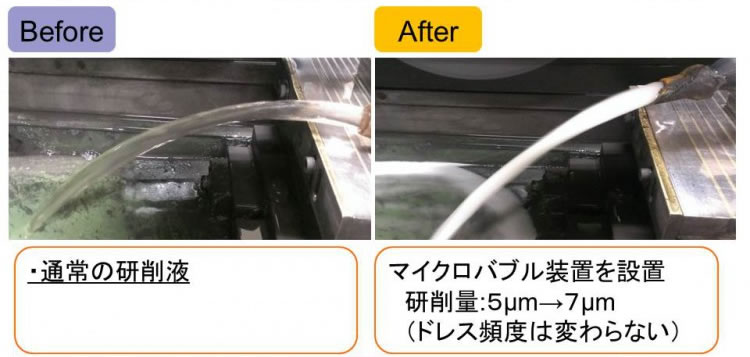
金型の切込量を5μm から7μm に出来た
 熱伝達(優)⇒冷却効果(高)
熱伝達(優)⇒冷却効果(高)
洗浄作用があり、砥石の目詰まりを抑制
金型の研削加工で研削液にファインバブルを使用することで、これまでは切込量が5μmだったものが7μm にアップして加工時間が大幅に短縮されました。
顧客名:聖徳ゼロテック株式会社
加工内容:端子金型の研削加工
加工機械:平面研削盤
研削液:研削油
クーラントポンプ の揚程:4m
研削性が向上したメカニズム
砥石の切刃を常に確保
研磨で切込量を5μm から7μm にできたのは、ファインバブルの効果である。常に砥石の切刃が確保されている。ファインバブルが高速で回転する砥石に当たり、破裂した時の衝撃波が砥石に詰まった切粉を剥離していると考えられる。
砥石切刃の冷却
砥石の切刃の温度を下げている。
ファインバブルの発生方法
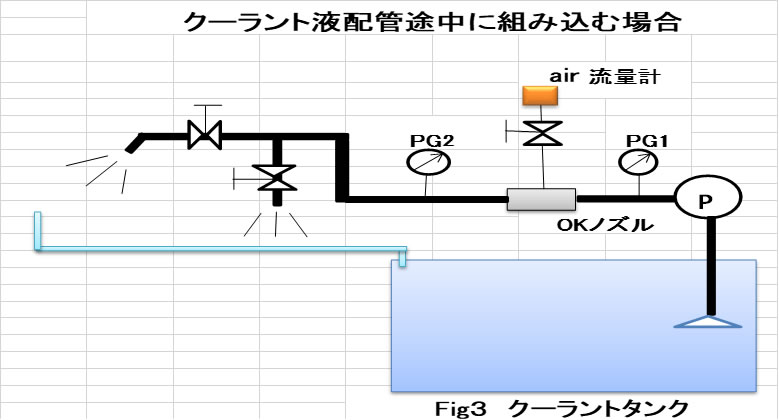
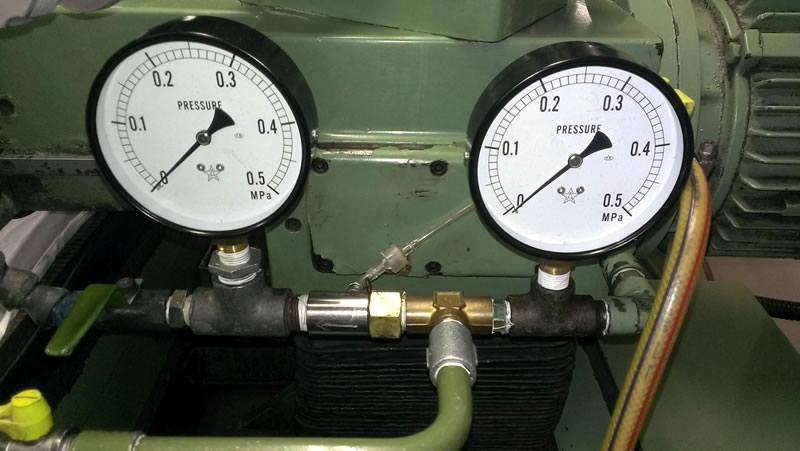
今回は、配管途中にOKノズルを設置。OKノズルの前後に圧力計を設けノズル前後の液圧をモニターできるようにした。